
Кромкооблицовочный станок MF367А предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом до 3 мм.
Особенности конструкции:
- сенсорный пульт управления;
- магазин подачи рулонного кромочного материала;
- бачок для клея-расплава с электронным блоком контроля температуры;
- регулировка количества наносимого клея;
- узел предварительной обрезки;
- торцовочный узел для обрезки переднего и заднего свесов пилами, укомплектован двумя высокочастотными моторами;
- фрезерный блок для снятия свесов по длине двумя твердосплавными высокочастотными горизонтальными фрезами с приводом от 2-х высокочастотных моторов работает по дисковым копирам;
- узел циклевки с копирами;
- узел полировки кромки с приводом от 2-х моторов.
Технические характеристики
| Модель | MF367A |
| Давление воздуха, Мра: | 0.6-0.8 |
| Максимальная температура нагрева, град.: | 200 |
| Масса, кг: | 1000 |
| Минимальная длина панели, мм: | 160 |
| Минимальная ширина панели, мм: | 70 |
| Объём, м: | 3.95 |
| Ширина кромки, мм: | 15-60 |
| Мощность двигателя подачи материала, кВт: | 1.5 |
| Толщина панели, мм: | 10-60 |
| Толщина кромочного материала, мм: | 0.3-3 |
| Суммарная мощность, кВт: | 7 |
| Габариты, мм: | 3500х1100х1550 |
| Транспортные габариты, мм: | 3300х750х1550vvvvvv |
Конструктивные особенности
 |
Предварительный нагрев торца заготовки создает необходимую основу для качественной приклейки кромки. Особо актуален предварительный нагрев торца в холодный период времени. |
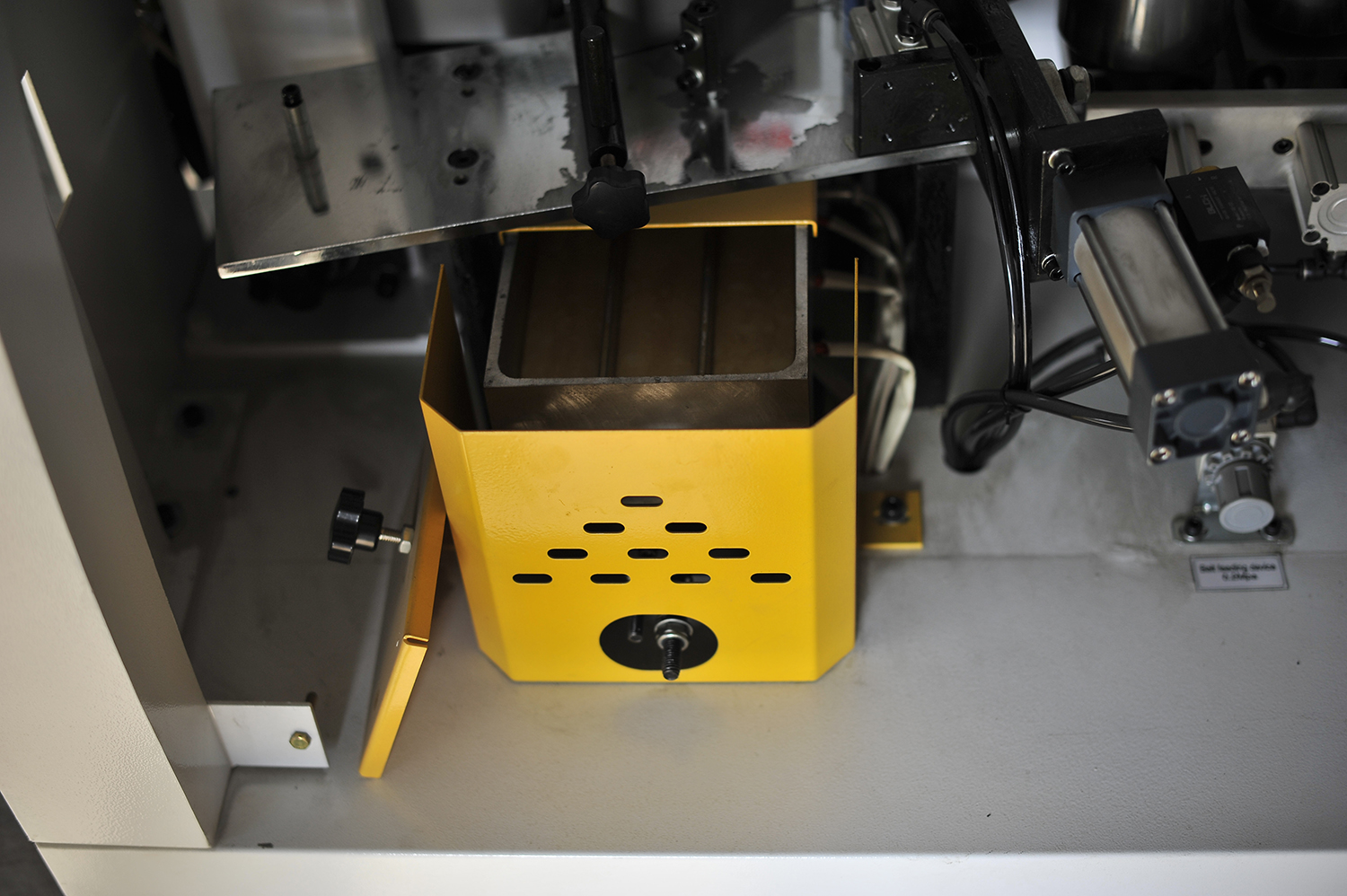 |
Плавная подача кромочного материала в зону нанесения клея. Традиционный способ добавления клея в клеевой бачек, расположен ниже относительно клеенаносящего вала. |
 |
Магазин подачи кромочного материала включает в себя приводной подающий игольчатый ролик, специальное устройство для работы со шпоном (отводчик) и гильотину для предварительной обрезки кромки. |
 |
Встроенная гильотина на пневматическом цилиндре с электрическим переключателем, рассчитан для высокой производительности. |
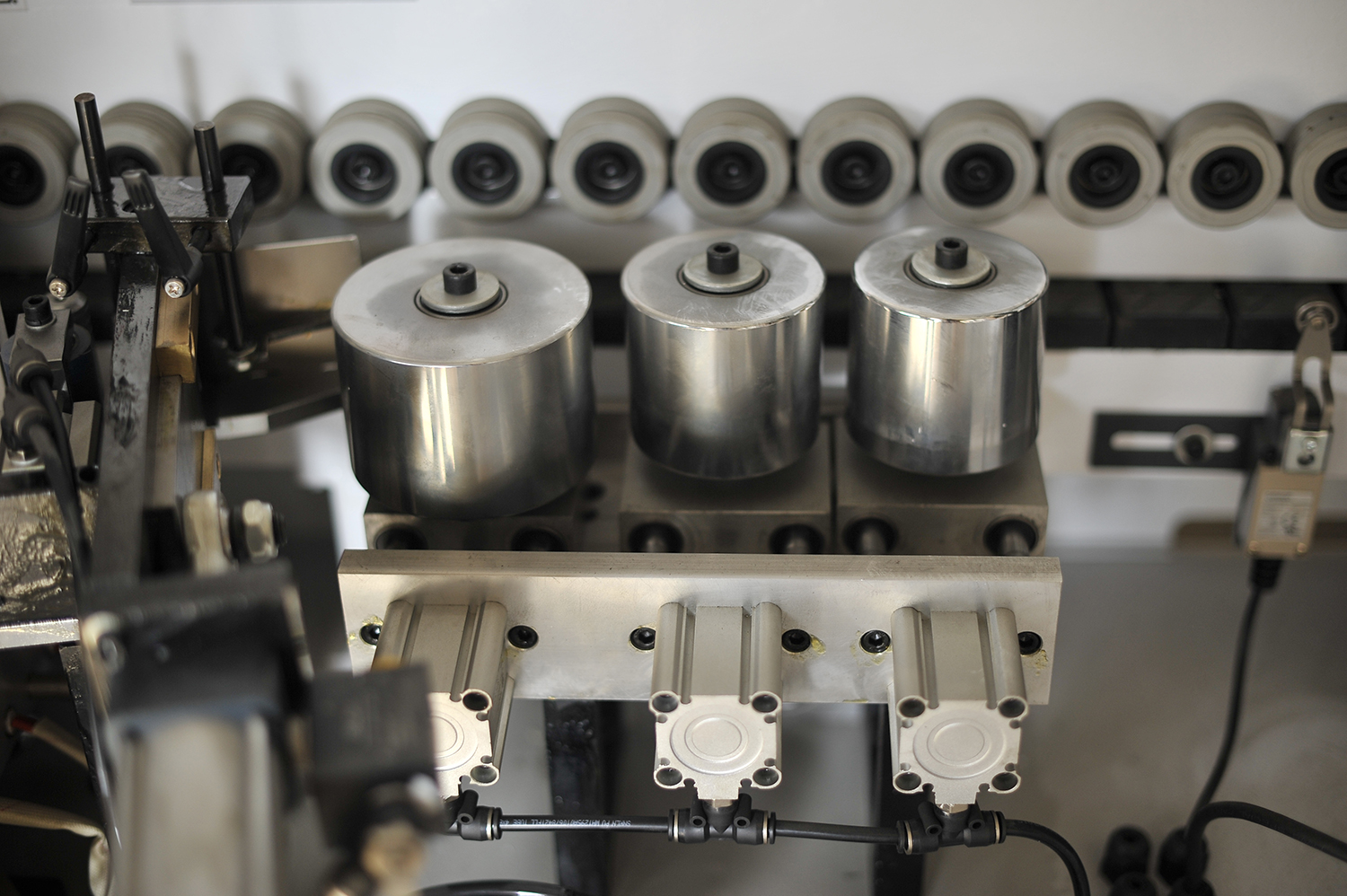 |
Усилие пресс группы задается пневматически, что позволяет качественно приклеить кромочный материал к детали. |
 |
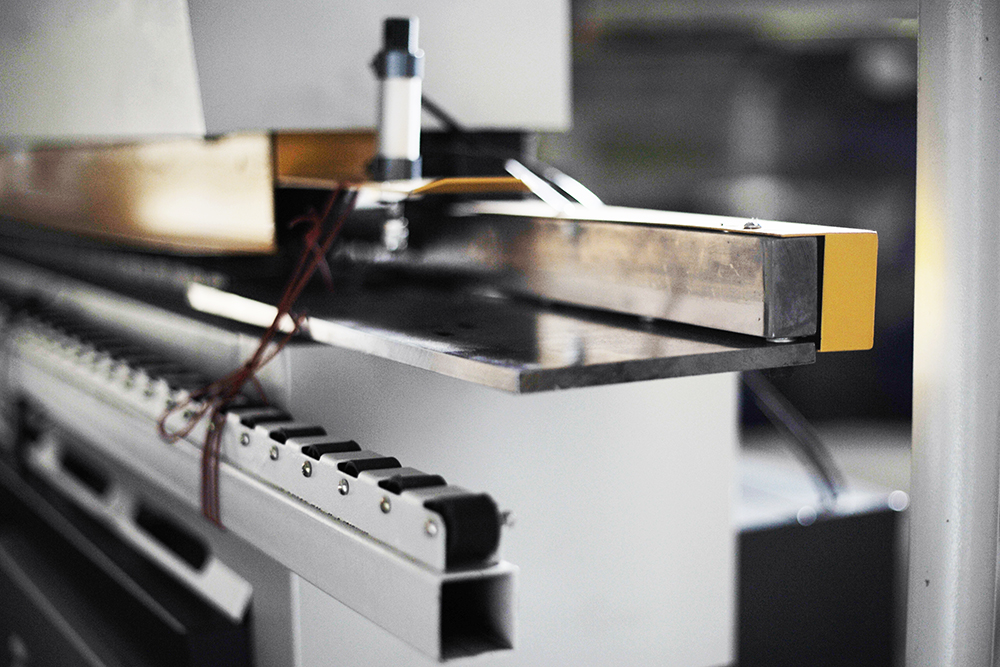
Два независимых узла торцевой обрезки позволяют работать на высокой скорости до 15 м/мин. Движение этих узлов осуществляется по высокоточным линейным направляющим, что обеспечивает высочайшую точность позиционирования. |
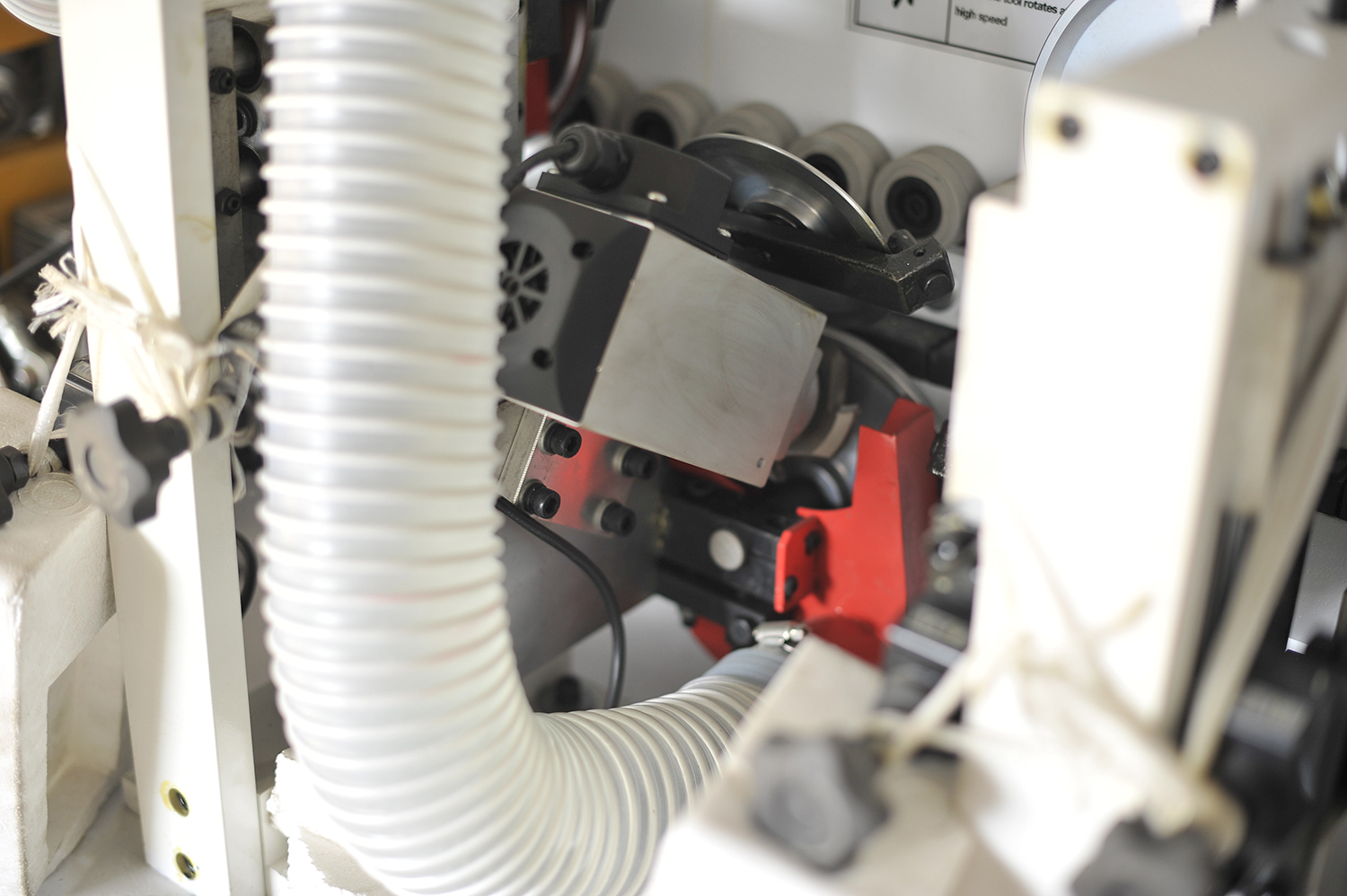 |
Фрезерный узел служит для фрезерования верхних и нижних свесов заготовки. Один фрезерный узел оснащен двумя высокочастотными двигателями увеличенной мощности с функцией поворота. |
 |
Удобная перенастройка в зависимости от толщины кромочного материала с помощью счетчиков. |
 |
Узел радиусной циклевки предназначен для удаления микроволны на обработанной радиусной поверхности кромки после узлов фрезерования. |
 |
Большие круглые копиры фрезерных узлов позволяют более точно отслеживать заготовку в отличие от станков на которых стоят копиры в виде пластин, здесь процесс скольжения заменен процессом качения. |
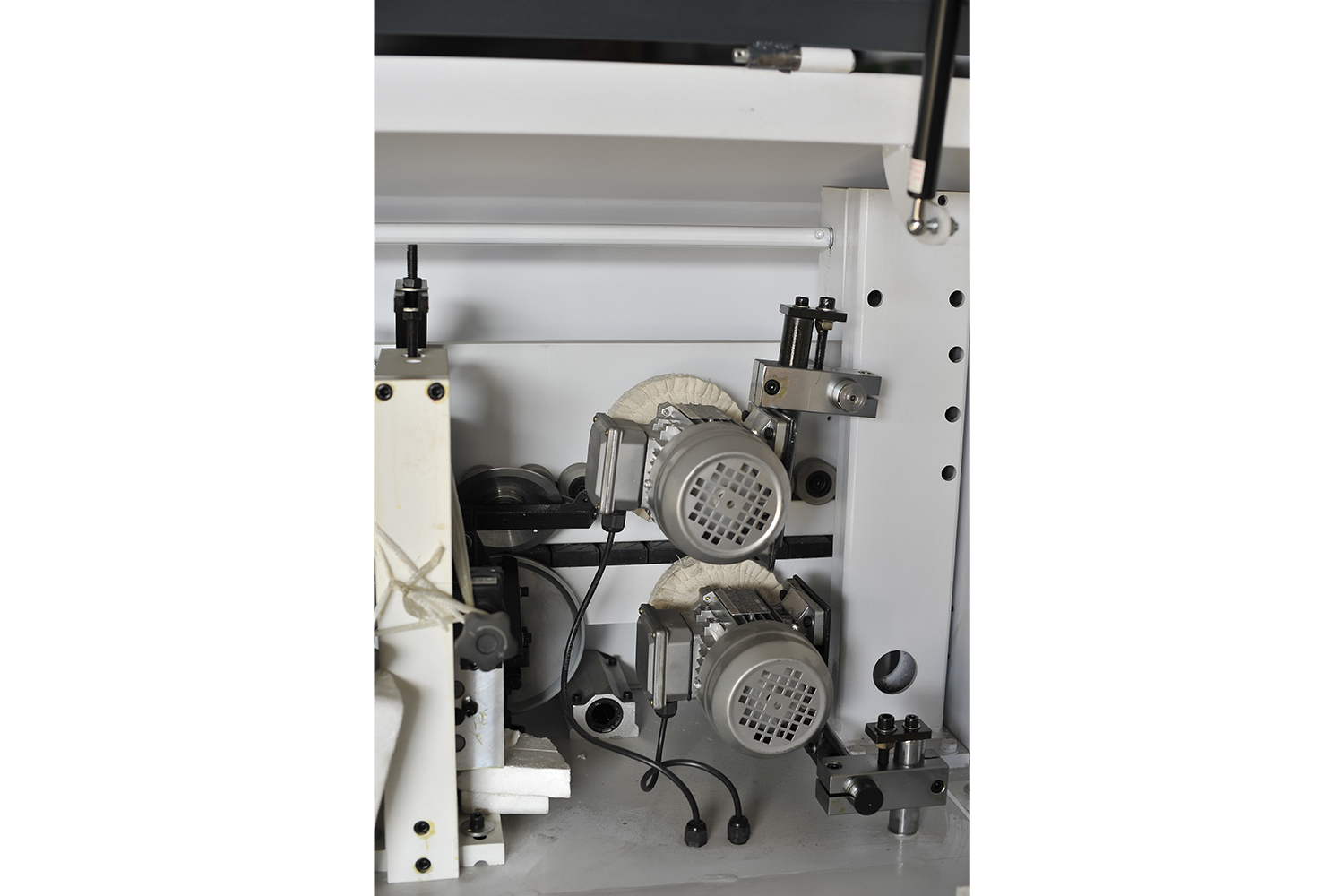 |
Полировальный узел служит для полировки обработанной части кромки, придания ей естественного цвета и блеска. |
 |
Управление станком осуществляется с эргономичного выносного пульта. |
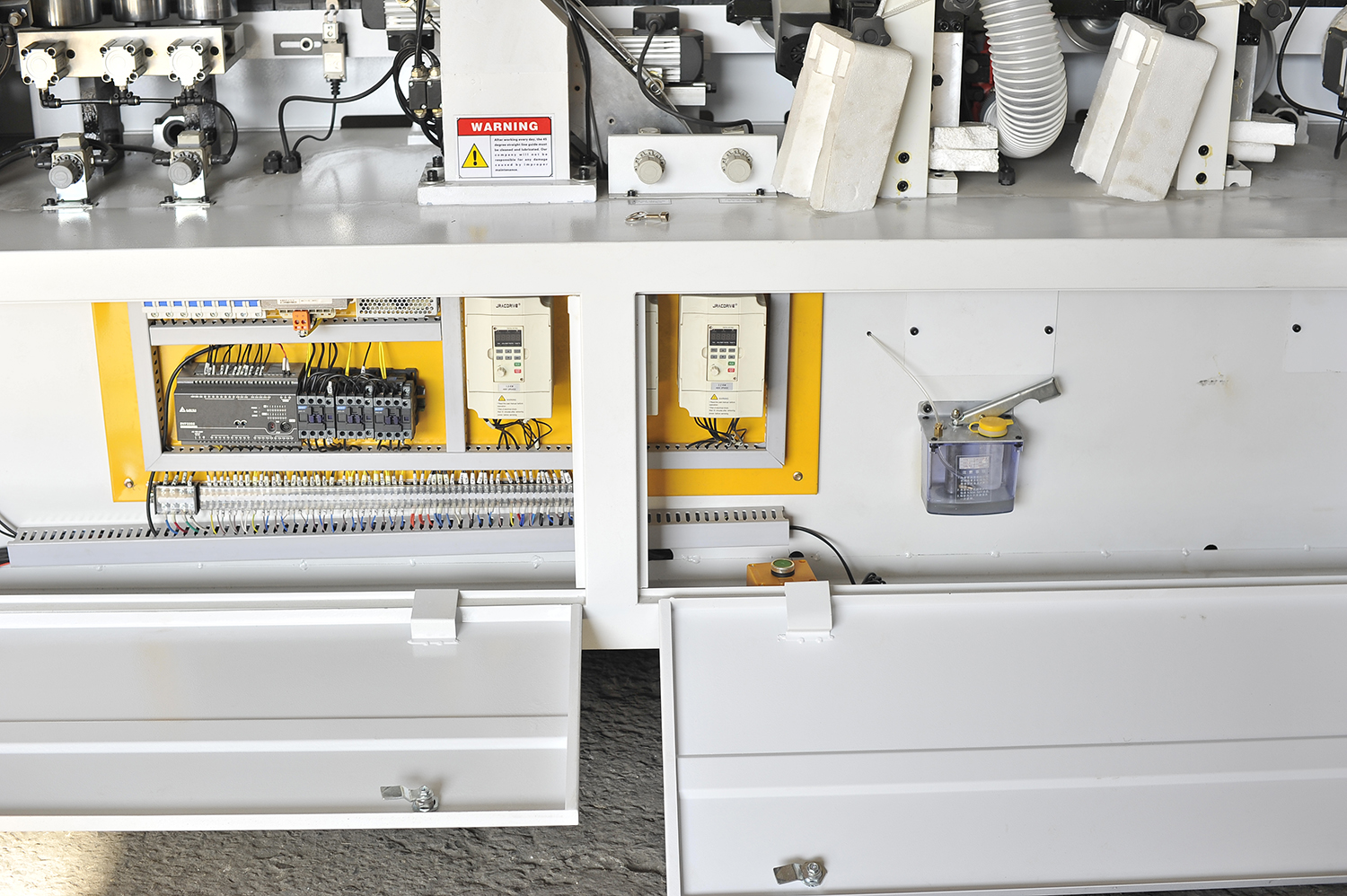 |
В управлении станка применены надёжные инверторы. |
 |
Для улучшения работы пневмокомпонетов станка на нём установлена система подготовки воздуха (FRL) и автоматическая система смазки. |
 |
Все вытяжные колпаки полностью закрыты. Каждый блок оснащен независимым вытяжным колпаком. Система аспирации эффективно убирает стружку из зон обработки и сохраняет чистоту станка. |









